
В В дҝ—иҜқиҜҙпјҢжІЎжңүйӮЈйҮ‘еҲҡй’»е„ҝпјҢе°ұеҲ«жҸҪз“·еҷЁжҙ»е„ҝгҖӮеңЁиҝҷе№ҙеӨҙпјҢжІЎдёӨжҠҠеҲ·еӯҗпјҢиҝҳзңҹдёҚеҘҪж„ҸжҖқиҜҙиҮӘе·ұжҳҜеӯҰIEзҡ„пјҢд»ҠеӨ©иҙЁйҮҸеҗӣз»ҷеӨ§е®¶еҲҶдә«дёӢIEз•Ңзҡ„еҚҒеӨ§жі•е®қпјҒ
В В еңЁгҖҠиҘҝжёёи®°гҖӢдёӯжҹҗдёҖеӣһпјҢзҢҙе“ҘдёәдәҶдҝқжҠӨе”җеғ§дёҚеҸ—еҘіеҰ–зІҫиҜұжғ‘пјҢз»ҷд»–з”»дәҶдёӘеңҲпјҢи®©д»–з«ҷеңЁйҮҢйқўдёҚиҰҒеҮәжқҘгҖӮ
В В еңЁжҲ‘们иҙЁйҮҸз•Ңд№ҹжңүдёҖдёӘеңҲпјҢд№ҹе°ұжҳҜжҲ‘们жӯӨж¬ЎиҰҒд»Ӣз»Қзҡ„第дёҖдёӘжі•е®қвҖ”вҖ”еӨ§йҮҺиҖҗдёҖеңҲ гҖӮ
дёҖгҖҒеӨ§йҮҺиҖҗдёҖеңҲ
дәҢжҲҳеҗҺзҡ„40е№ҙй—ҙпјҢз”ұдё°з”°зҡ„й«ҳзә§з»ҸзҗҶеӨ§йҮҺиҖҗдёҖеҲӣе»әе’Ңе®һж–ҪдәҶдёҖз§Қж–°еһӢзҡ„еҲ¶йҖ зі»з»ҹпјҢд»ҠеӨ©з§°д№Ӣдёәдё°з”°з”ҹдә§зі»з»ҹгҖӮе…¶дёӯеӨ§йҮҺжӢҝзІү笔еңЁең°дёҠз”»дёӘеңҲи®©з»ҸзҗҶ们з«ҷеңЁе…¶дёӯпјҢи®ӯз»ғ他们иҜҶеҲ«жҹҗдёӘе·ҘдҪңеҢәеҹҹжүҖеӯҳеңЁзҡ„й—®йўҳзҡ„ж–№ејҸе·Іе№ҝдёәдәәзҹҘгҖӮВ
д»ҠеӨ©пјҢвҖңз«ҷеңЁеңҲеҶ…вҖқзҡ„з»ғд№ жҳҜеҹ№и®ӯе‘ҳе·ҘиҜҶеҲ«жөӘиҙ№йқһеёёжңүж•Ҳзҡ„ж–№жі•пјҢдёәеӣўйҳҹдё»з®Ўзҡ„ж—Ҙеёёж”№иҝӣжҸҗдҫӣдәҶз»“жһ„еҢ–зҡ„ж–№ејҸпјҢд№ҹдёәж—¶й—ҙжңүйҷҗзҡ„й«ҳзә§дё»з®ЎжҸҗдҫӣдәҶи§ЈзҺ°еңәзҡ„жңәдјҡгҖӮеҪ“дҪ иҠұдёҠдёҖж®өж—¶й—ҙз«ҷеңЁзҺ°еңәзҡ„еӨ§йҮҺиҖҗдёҖеңҲеҶ…пјҢдҪ дјҡеҸ‘зҺ°е®һйҷ…зҠ¶жҖҒе’Ңзӣ®ж ҮзҠ¶жҖҒд№Ӣй—ҙзҡ„е·®и·қгҖӮВ
既然еҸ‘зҺ°дәҶе·®и·қпјҢиҝҷж—¶е°ұиҪ®еҲ°з¬¬дәҢдёӘжі•е®қвҖ”вҖ”её•зҙҜжүҳеҺҹеҲҷеҮәеңәдәҶпјҢзЎ®е®ҡзј©е°Ҹе·®и·қзҡ„ејҖе§ӢеҢәеҹҹгҖӮ

дәҢгҖҒеё•зҙҜжүҳеӣҫ
1906е№ҙж„ҸеӨ§еҲ©з»ҸжөҺеӯҰ家з»ҙеј—йӣ·еӨҡ.её•зҙҜжүҳз”Ёд»–зҡ„80/20жі•еҲҷдёәжҲ‘们з®ҖеҢ–дәҶдё–з•ҢпјҢжҲ–з§°дёәеё•зҙҜжүҳеҺҹеҲҷгҖӮйҖҡеёёйҮҮз”Ёеё•зҙҜжүҳеӣҫжқҘиЎЁиҫҫгҖӮВ
е…¶е®һеё•зҙҜжүҳеҺҹеҲҷе°ұжҳҜиҜҙпјҢдёҖиҲ¬жғ…еҪўдёӢпјҢдә§еҮәжҲ–жҠҘй…¬жҳҜз”ұе°‘ж•°зҡ„еҺҹеӣ гҖҒжҠ•е…Ҙе’ҢеҠӘеҠӣжүҖдә§з”ҹзҡ„гҖӮеҺҹеӣ дёҺз»“жһңгҖҒжҠ•е…ҘдёҺдә§еҮәгҖҒеҠӘеҠӣдёҺжҠҘй…¬д№Ӣй—ҙзҡ„е…ізі»еҫҖеҫҖжҳҜдёҚе№іиЎЎзҡ„гҖӮ
иҜҶеҲ«йҮҚиҰҒзҡ„е°‘ж•°дјҡеҜ№зј©е°ҸзҺ°зҠ¶е’Ңзӣ®ж ҮзҠ¶жҖҒд№Ӣй—ҙзҡ„е·®и·қе…·жңүжңҖеӨ§зҡ„ж•ҲжһңпјҢдёҖж—ҰиҜҘжӯҘйӘӨе®ҢжҲҗпјҢеҶҚиҪ¬еҗ‘е…іжіЁдәҺеё•зҙҜжүҳеӣҫдёӯзҡ„дёӢдёҖй«ҳзӮ№гҖӮ
дёәдәҶжүҫеҮәйҖ жҲҗеҪұе“Қйў„е®ҡзӣ®ж Үзҡ„20%еӣ зҙ зҡ„ж №жң¬еҺҹеӣ пјҢдёӢдёҖжӯҘйңҖиҰҒйҮҮз”Ёзҹіе·қйҰЁеӣҫвҖ”вҖ”д№ҹе°ұжҳҜжҲ‘们зҡ„第дёүдёӘжі•е®қпјҢж·ұжҢ–е…¶дёӯзҡ„ж №жң¬еҺҹеӣ гҖӮ

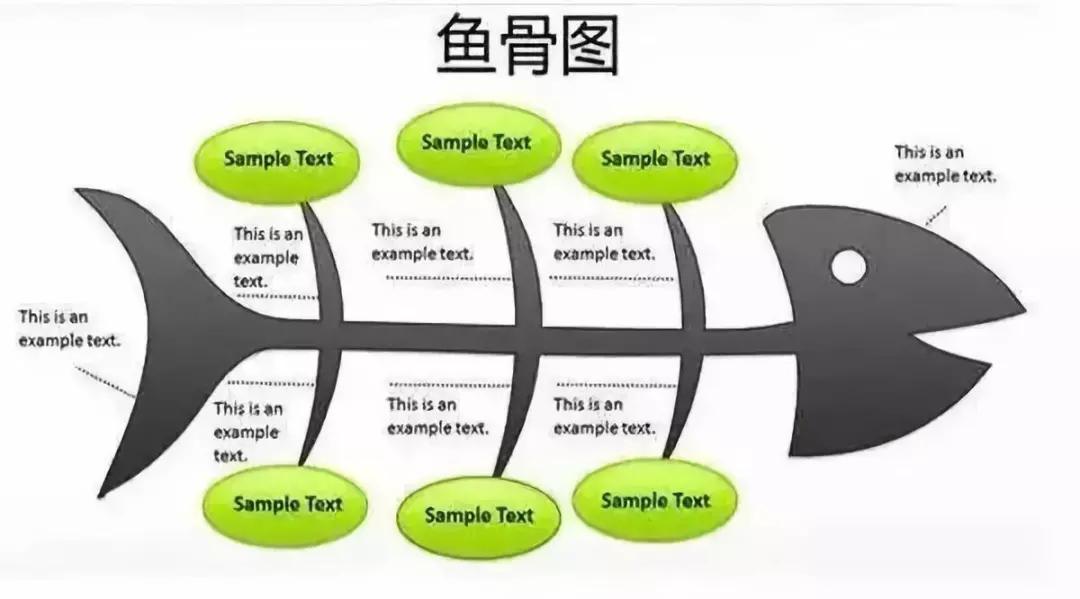
дёүгҖҒзҹіе·қеӣҫ
зҹіе·қеӣҫпјҲеҸҲз§°йұјйӘЁеӣҫжҲ–еӣ жһңеӣҫпјүжҳҜз”ұж—Ҙжң¬иҙЁйҮҸз®ЎзҗҶ专家зҹіе·қйҰЁж•ҷжҺҲдәҺ1960е№ҙд»Јеј•е…ҘпјҢзҹіе·қйҰЁжҳҜе·қеҙҺй’ўй“Ғе…¬еҸёиҙЁйҮҸиҝҮзЁӢз®ЎзҗҶзҡ„е…Ҳй©ұиҖ…пјҢд»ҺиҖҢжҲҗдёәзҺ°д»Јз®ЎзҗҶеҘ еҹәдәәд№ӢдёҖгҖӮз”Ёд»ҘиҜҶеҲ«йҖ жҲҗзү№е®ҡдәӢ件жҲ–жғ…еҶөзҡ„еҺҹеӣ гҖӮ
йұјйӘЁеӣҫйҖҡиҝҮеҲҶжһҗжүҫеҮәеҜјиҮҙй—®йўҳзҡ„еӣ зҙ пјҢ并е°Ҷе®ғ们дёҺзү№жҖ§еҖјдёҖиө·пјҢжҢүзӣёдә’е…іиҒ”жҖ§ж•ҙзҗҶжҲҗеұӮж¬ЎеҲҶжҳҺгҖҒжқЎзҗҶжё…жҘҡпјҢ并ж ҮеҮәйҮҚиҰҒеӣ зҙ зҡ„еҪўдјјйұјйӘЁзҡ„еӣҫеҪўгҖӮ
В
иҝҷжҳҜдёҖз§ҚзӣёеҪ“зҒөжҙ»зҡ„е·Ҙе…·гҖӮеҚіеҸҜд»ҘйҮҮз”Ё4MпјҲдәәпјҢжқҗж–ҷпјҢи®ҫеӨҮпјҢж–№жі•пјүжҲ–6MпјҲеҠ дёҠзҺҜеўғе’ҢжөӢйҮҸж–№жі•пјүдёәеҲ¶йҖ жҲ–з”ҹдә§еһӢжөҒзЁӢзҡ„иҝӣиЎҢж №еҺҹеӣ еҲҶжһҗпјҢеҸҲеҸҜз”Ё4PпјҲд»·ж јпјҢдҝғй”ҖпјҢең°зӮ№пјҢдә§е“ҒпјүиҝӣиЎҢеёӮеңәе’Ңй”Җе”®зҡ„ж”№е–„гҖӮВ
йҖҡиҝҮйұјйӘЁеӣҫпјҢжүҫеҲ°еҜјиҮҙй—®йўҳзҡ„еҺҹеӣ еҗҺпјҢдёӢдёҖжӯҘе°ұиҰҒеҮҶеӨҮе®һж–Ҫзӣёеә”зҡ„жҺӘж–ҪпјҢиҝҷж—¶еҖҷиҜ·еҮәжҲ‘们зҡ„第еӣӣдёӘжі•е®қвҖ”вҖ”з”ҳзү№еӣҫпјҢеҲ©з”Ёе®ғеҲ¶е®ҡеҮәдёҖдёӘиЎҢеҠЁи®ЎеҲ’гҖӮ
еӣӣгҖҒз”ҳзү№еӣҫ
з”ҳзү№еӣҫвҖ”вҖ”дёҖз§ҚйҖҡиҝҮжқЎзҠ¶еӣҫжқҘжҳҫзӨәйЎ№зӣ®пјҢиҝӣеәҰпјҢе’Ңе…¶д»–ж—¶й—ҙзӣёе…ізҡ„зі»з»ҹиҝӣеұ•зҡ„еҶ…еңЁе…ізі»йҡҸзқҖж—¶й—ҙиҝӣеұ•зҡ„жғ…еҶөзҡ„еӣҫиЎЁгҖӮ
д»ҘжҸҗеҮәиҖ…дәЁеҲ©В·LВ·з”ҳзү№пјҲHenrry L. Gannttпјүе…Ҳз”ҹзҡ„еҗҚеӯ—е‘ҪеҗҚгҖӮВ
дәЁеҲ©В·з”ҳзү№жӣҫжҳҜз®ЎзҗҶе’ЁиҜўйЎҫй—®пјҢеңЁ1910е№ҙжңҹй—ҙд»Ҙе…¶йЎ№зӣ®з®ЎзҗҶе·Ҙе…·з”ҳзү№еӣҫиҖҢй—»еҗҚдәҺдё–гҖӮ
д»»дҪ•дҪҝз”ЁйЎ№зӣ®з®ЎзҗҶиҪҜ件жҲ–дҪҝз”ЁиҝҷдёӘз»Ҹе…ёйЎ№зӣ®з®ЎзҗҶе·Ҙе…·зҡ„дәәйңҖиҰҒж„ҹи°ўз”ҳзү№е…Ҳз”ҹгҖӮйҡҸзқҖз”ҳзү№еӣҫеңЁе…ЁзҗғиҢғеӣҙдј ж’ӯпјҢеёҰжқҘдәҶз®ЎзҗҶеӨ§еһӢгҖҒеӨҚжқӮйЎ№зӣ®зҡ„йқ©е‘ҪгҖӮ
з”ҳзү№е…Ҳз”ҹз®—жҳҜж—©жңҹе…·жңүзІҫзӣҠжҖқз»ҙзҡ„专家пјҢд»–дёәеҗҺжқҘзҡ„еҸ‘еұ•еҘ е®ҡдәҶеҹәзЎҖпјҢдҫӢеҰӮж ҮеҮҶдҪңдёҡеҗҲ并表пјҢе®үжҺ’жҜҸж—Ҙе·ҘдҪңе’ҢдҪңдёҡе№іиЎЎгҖӮиЎҢеҠЁи®ЎеҲ’дёҚиғҪд»…еұҖйҷҗдәҺвҖңи®ЎеҲ’е’Ңе®һж–ҪвҖқпјҢд№ҹиҰҒжіЁйҮҚвҖңжЈҖжҹҘе’Ңзә жӯЈвҖқгҖӮиҝҷд№ҹжҳҜж №жҚ®PDCAзҺҜеҺҹеҲҷпјҢйҖҡз§°жҲҙжҳҺзҺҜвҖ”вҖ”第дә”дёӘжі•е®қгҖӮ

дә”гҖҒжҲҙжҳҺзҺҜ
жҲҙжҳҺзҺҜеҸҲз§°дёәPDCAзҺҜгҖӮзҲұеҫ·еҚҺжҲҙжҳҺд»Ҙе…¶еңЁж—Ҙжң¬ж•ҷжҺҲе’Ңдј ж’ӯPDCAзҡ„иҙЁйҮҸж”№иҝӣж–№ејҸиҖҢй—»еҗҚгҖӮ
PDCAзҺҜжҳҜе…ЁйқўиҙЁйҮҸз®ЎзҗҶжүҖеә”йҒөеҫӘзҡ„科еӯҰзЁӢеәҸгҖӮе…ЁйқўиҙЁйҮҸз®ЎзҗҶжҙ»еҠЁзҡ„е…ЁйғЁиҝҮзЁӢпјҢе°ұжҳҜиҙЁйҮҸи®ЎеҲ’зҡ„еҲ¶и®ўе’Ңз»„з»Үе®һзҺ°зҡ„иҝҮзЁӢпјҢиҝҷдёӘиҝҮзЁӢе°ұжҳҜжҢүз…§PDCAеҫӘзҺҜпјҢдёҚеҒңйЎҝең°е‘ЁиҖҢеӨҚе§Ӣең°иҝҗиҪ¬зҡ„гҖӮ
PDCAеҫӘзҺҜдёҚд»…еңЁиҙЁйҮҸз®ЎзҗҶдҪ“зі»дёӯиҝҗз”ЁпјҢд№ҹйҖӮз”ЁдәҺдёҖеҲҮеҫӘеәҸжёҗиҝӣзҡ„з®ЎзҗҶе·ҘдҪңгҖӮ
еҲ¶е®ҡдәҶи®ЎеҲ’пјҢжҺҘдёӢжқҘе°ұйңҖиҰҒйӘҢиҜҒпјҢиҖҢжҺҘдёӢжқҘзҡ„иҝҷдёӘжі•е®қвҖ”з”°еҸЈж–№жі•пјҢеҚіжҳҜйҖҡиҝҮиҜ•йӘҢжөӢиҜ•дҪ зҡ„жғіжі•жңүж•Ҳж–№ејҸд№ӢдёҖгҖӮ

е…ӯгҖҒз”°еҸЈж–№жі•

дёҠеӣҫжҳҫзӨәз”°еҸЈзҡ„жҚҹеӨұеҮҪж•°гҖӮВ
з”°еҸЈж–№жі•жҳҜдёҖз§ҚдҪҺжҲҗжң¬гҖҒй«ҳж•ҲзӣҠзҡ„иҙЁйҮҸе·ҘзЁӢж–№жі•пјҢе®ғејәи°ғдә§е“ҒиҙЁйҮҸзҡ„жҸҗй«ҳдёҚжҳҜйҖҡиҝҮжЈҖйӘҢпјҢиҖҢжҳҜйҖҡиҝҮи®ҫи®ЎгҖӮВ
е…¶еҹәжң¬жҖқжғіжҳҜжҠҠдә§е“Ғзҡ„зЁіеҒҘжҖ§и®ҫи®ЎеҲ°дә§е“Ғе’ҢеҲ¶йҖ иҝҮзЁӢдёӯпјҢйҖҡиҝҮжҺ§еҲ¶жәҗеӨҙиҙЁйҮҸжқҘжҠөеҫЎеӨ§йҮҸзҡ„дёӢжёёз”ҹдә§жҲ–йЎҫе®ўдҪҝз”Ёдёӯзҡ„еҷӘеЈ°жҲ–дёҚеҸҜжҺ§еӣ зҙ зҡ„е№Іжү°пјҢиҝҷдәӣеӣ зҙ еҢ…жӢ¬зҺҜеўғж№ҝеәҰгҖҒжқҗж–ҷиҖҒеҢ–гҖҒеҲ¶йҖ иҜҜе·®гҖҒйӣ¶д»¶й—ҙзҡ„жіўеҠЁзӯүзӯүгҖӮ
з”°еҸЈзҺ„дёҖж•ҷжҺҲйҮҮз”Ёиҙ№йӣӘзҡ„иҜ•йӘҢи®ҫи®Ўзҡ„жҖқжғіжқҘи®ҫжі•зҗҶи§ЈеҸҳејӮеҸӮж•°зҡ„еҪұе“ҚпјҢиҖҢдёҚд»…д»…йҮҮз”Ёе№іеқҮеҖјгҖӮеңЁдј з»ҹзҡ„иҜ•йӘҢи®ҫи®ЎдёӯпјҢйҮҚеӨҚиҜ•йӘҢд№Ӣй—ҙзҡ„еҸҳејӮиў«и®ӨдёәжҳҜж— зӣҠзҡ„пјҢе®һйӘҢиҖ…еёҢжңӣдәҲд»Ҙж¶ҲйҷӨгҖӮ
иҖҢеңЁз”°еҸЈи„‘дёӯпјҢеҸҳејӮжҳҜз ”з©¶зҡ„дёӯеҝғгҖӮ
йҮҮз”Ёиҝҷдәӣе·Ҙе…·пјҢдҪ йңҖиҰҒжңүж•°жҚ®жқҘиҜҒжҳҺдҪ зҡ„е®һйӘҢжҳҜжҲҗеҠҹзҡ„гҖӮдҪҶдҪ еҰӮдҪ•жҝҖеҠұе‘ҳе·ҘжҢүз…§ж–°зҡ„ж–№ејҸжқҘжҖқиҖғе’ҢиЎҢеҠЁе‘ўпјҹиҝҷж—¶еӯҰд№ дәәзҡ„жҝҖеҠұе’Ң马ж–ҜжҙӣйңҖжұӮеұӮж¬ЎзҗҶи®әе°ұзӣёеҪ“жңүеё®еҠ©дәҶгҖӮ

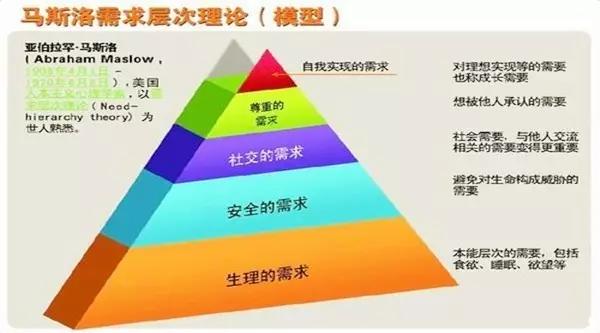
дёғгҖҒ马ж–ҜжҙӣйңҖжұӮеұӮж¬Ў
马ж–ҜжҙӣйңҖжұӮеұӮж¬Ўи®әе°Ҷдәәзұ»йңҖжұӮеғҸйҳ¶жўҜдёҖж ·д»ҺдҪҺеҲ°й«ҳжҢүеұӮж¬ЎеҲҶдёәдә”з§ҚпјҢеҲҶеҲ«жҳҜпјҡз”ҹзҗҶйңҖжұӮгҖҒе®үе…ЁйңҖжұӮгҖҒзӨҫдәӨйңҖжұӮгҖҒе°ҠйҮҚйңҖжұӮе’ҢиҮӘжҲ‘е®һзҺ°йңҖжұӮгҖӮз”ұзҫҺеӣҪеҝғзҗҶеӯҰ家дәҡдјҜжӢүзҪ•В·й©¬ж–ҜжҙӣеңЁ1943е№ҙеңЁгҖҠдәәзұ»жҝҖеҠұзҗҶи®әгҖӢи®әж–ҮдёӯжүҖжҸҗеҮәгҖӮВ
马ж–ҜжҙӣжЁЎеһӢйҖҡиҝҮжҠҠдәәзұ»йңҖжұӮеҲ’еҲҶеұӮж¬ЎпјҢеё®еҠ©жҲ‘们зҗҶи§ЈеҰӮдҪ•д»ҘеҸҠд»Һе“Әдәӣж–№йқўжҝҖеҠұдәәеҺ»ж”№еҸҳеҘ е®ҡдәҶеҹәзЎҖгҖӮ
е®ҢжҲҗж”№иҝӣеҗҺпјҢдҪ йңҖиҰҒжңүж–№жі•е®ҡжңҹжЈҖжҹҘе’ҢиҜ„дј°д»ҘйҳІжӯўжөҒзЁӢеӣһеҲ°еҺҹжқҘзҡ„ж–№ејҸпјҢеҗҢж—¶ж–°й—®йўҳдјҡеҫҲеҝ«жҳҫзҺ°гҖӮ
жӯӨ时第八дёӘжі•е®қвҖ”еҘҘе·ҙжөӢйҮҸпјҢе®ғжҳҜдёҖдёӘжҳҜйқһеёёжңүз”Ёзҡ„зӣ®и§ҶзҺ°еңәе·Ҙе…·пјҢз”ЁдәҺејӮеёёз®ЎзҗҶгҖӮ
е…«гҖҒеҘҘе·ҙйҮҸе°ә
дёҖдҪҚиә«й«ҳеӣӣиӢұе°әпјҲзәҰ1.3зұіпјүеҗҚеҸ«еҘҘе·ҙзҡ„ж—Ҙжң¬зІҫзӣҠ专家пјҢд»–д»ҘеқҡжҢҒзӣ®и§ҶеҢ–пјҢе·ҘеҺӮдёӯзҡ„д»»дҪ•зү©е“ҒдёҚиғҪжҜ”д»–зҡ„и§Ҷзәҝй«ҳиҖҢй—»еҗҚгҖӮе…¶жҖқи·ҜжҳҜеңЁдҪ зҡ„е·ҘеҺӮе°ҪеҸҜиғҪйҳІжӯўдә§з”ҹи§ҶйҮҺйҳ»йҡ”гҖӮиҝҷеҸҲиў«з§°дёәвҖң4иӢұе°әжі•еҲҷвҖқжҲ–вҖң1.3зұіжі•еҲҷвҖқгҖӮиҝҷе®һйҷ…дёҠеҸҚеә”зҡ„жҳҜзҺ°еңәзӣ®и§ҶеҢ–зЁӢеәҰгҖӮВ
зҺ°еңәзӣ®и§ҶеҢ–зЁӢеәҰи¶Ҡй«ҳпјҢи¶ҠеӨҡзҡ„й—®йўҳеҸҜд»Ҙеҫ—еҲ°и§ЈеҶіпјҢжөҒзЁӢд№ҹе°ұи¶ҠзЁіе®ҡгҖӮдҪҶжҳҜпјҢжҲ‘们еҰӮдҪ•йҳІжӯўиҮӘж»ЎпјҢдҝқжҢҒжҢҒз»ӯж”№иҝӣе‘ўпјҹ
йӮЈд№ҲпјҢиҜ·еҫҖдёӢзңӢгҖӮ

д№қгҖҒжө·еӣ йҮҢеҘҮжі•еҲҷ
В
вҖңжө·еӣ йҮҢеёҢжі•еҲҷвҖқжҳҜзҫҺеӣҪи‘—еҗҚе®үе…Ёе·ҘзЁӢеёҲжө·еӣ йҮҢеёҢжҸҗеҮәзҡ„300вҲ¶29вҲ¶1жі•еҲҷгҖӮйҖҡиҝҮеҲҶжһҗе·ҘдјӨдәӢж•…зҡ„еҸ‘з”ҹжҰӮзҺҮпјҢдёәдҝқйҷ©е…¬еҸёзҡ„з»ҸиҗҘжҸҗеҮәзҡ„жі•еҲҷгҖӮ
иҝҷдёӘжі•еҲҷж„ҸжҖқжҳҜиҜҙпјҢеҪ“дёҖдёӘдјҒдёҡжңү300дёӘйҡҗжӮЈжҲ–иҝқз« пјҢеҝ…然иҰҒеҸ‘з”ҹ29иө·иҪ»дјӨжҲ–ж•…йҡңпјҢеңЁиҝҷ29иө·иҪ»дјӨдәӢж•…жҲ–ж•…йҡңеҪ“дёӯпјҢеҝ…然еҢ…еҗ«жңүдёҖиө·йҮҚдјӨгҖҒжӯ»дәЎжҲ–йҮҚеӨ§дәӢж•…гҖӮ
жө·еӣ йҮҢеҘҮе®үе…ЁеҺҹеҲҷпјҲHeinrich Principleпјүж•ҷеҜјжҲ‘们еҰӮжһңиҰҒжүҫеҮәйҖ жҲҗдёҘйҮҚе®үе…ЁдәӢж•…зҡ„ж №жң¬еҺҹеӣ пјҢе°ұеҝ…йЎ»еҜ№жңҖе°Ҹзҡ„е®үе…ЁйҡҗжӮЈдәҲд»ҘйҮҚи§ҶгҖӮ
еҗҢж ·зҡ„еҺҹеҲҷд№ҹйҖӮз”Ё5SпјҢ
